Tig Cup Size Chart
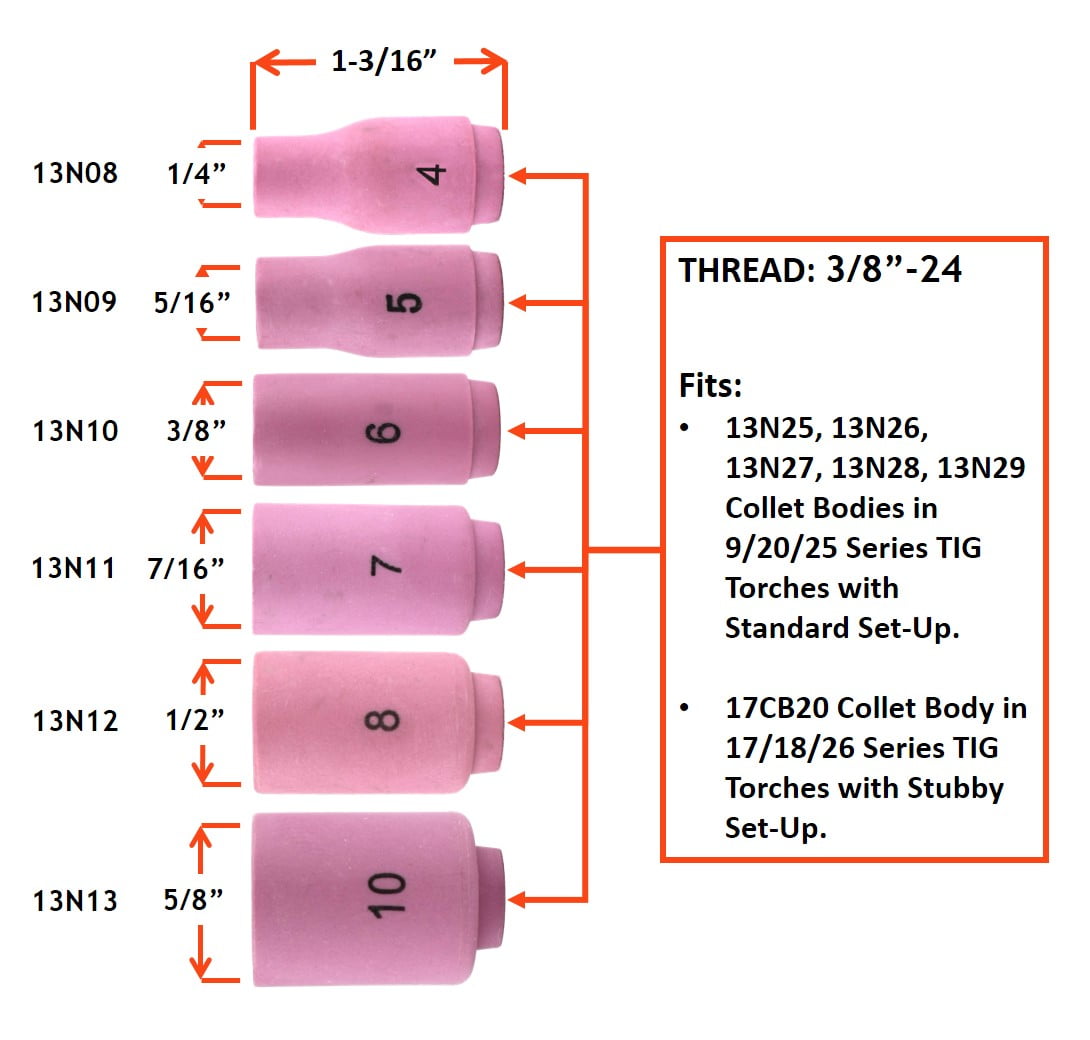
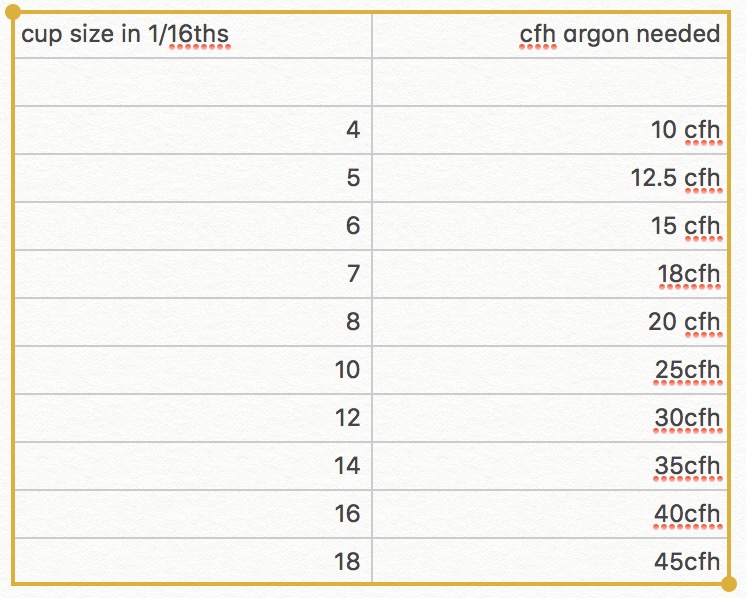
Tig Cup Size Chart - Adequate gas flow for gmaw typically ranges from 35 to 50 cubic feet per hour. I am now trying #4. Choosing the correct size depends on material thickness, joint type, and desired weld bead profile. Which cup works for which metal? I am using 3/32 tungsten and welding 1/8 steel. For tig welding, common choices include #4 (1/4″), #5 (5/16″), #6 (3/8″), #7 (1/16″) and #8 (1/2″). Tungsten diameter and cup size. Web tig torch cup size. Web which one works best? See the chart below for current ranges of all sizes. I am now trying #4. Web this document outlines factors to consider when selecting proper cup size for tig welding and how to measure a cup size. See the chart below for current ranges of all sizes. Adequate gas flow for gmaw typically ranges from 35 to 50 cubic feet per hour. We need a lot less flow in tig welding. Web which one works best? Selecting the appropriate cup size for tig welding is essential for achieving optimal results in your welding projects. Web for beginners it’s recommended to stick with a 3/32” diameter tungsten. By russ (concord, nc) how do you determine the best cup size. Choosing the correct size depends on material thickness, joint type, and desired weld bead profile. Web what metal are you welding? We need a lot less flow in tig welding. 3 series (10n) torch models 17, 18, 26 thread pattern: For tig welding, common choices include #4 (1/4″), #5 (5/16″), #6 (3/8″), #7 (1/16″) and #8 (1/2″). I am using 3/32 tungsten and welding 1/8 steel. I am now trying #4. See the chart below for current ranges of all sizes. Selecting the appropriate cup size for tig welding is essential for achieving optimal results in your welding projects. How do you set up your tig cup properly? Web tig torch cup size. Web for beginners it’s recommended to stick with a 3/32” diameter tungsten. Adequate gas flow for gmaw typically ranges from 35 to 50 cubic feet per hour. The cup size impacts gas coverage, heat tolerance, and the quality of the weld. In this article, we are going to look in detail at how you can select the correct cup size. Which cup works for which metal? 3/8x 32 tungsten electrode conversion chart size suffix inches millimeters 20.020.5mm. I am using 3/32 tungsten and welding 1/8 steel. 3 series (10n) torch models 17, 18, 26 thread pattern: Web this document outlines factors to consider when selecting proper cup size for tig welding and how to measure a cup size. Web for beginners it’s recommended to stick with a 3/32” diameter tungsten. 3 series (10n) torch models 17, 18, 26 thread pattern: For tig welding, common choices include #4 (1/4″), #5 (5/16″), #6 (3/8″), #7 (1/16″) and #8 (1/2″). Web tig torch cup size. I am now trying #4. Web tig torch cup size. Web cup sizes typically range from #4 (1/4 inch or 6.4 mm) to #12 (3/4 inch or 19 mm). In this article, we are going to look in detail at how you can select the correct cup size for your tig welding project. We need a lot less flow in tig welding. Adequate gas flow. Web cup sizes typically range from #4 (1/4 inch or 6.4 mm) to #12 (3/4 inch or 19 mm). Adequate gas flow for gmaw typically ranges from 35 to 50 cubic feet per hour. We need a lot less flow in tig welding. In this article, we are going to look in detail at how you can select the correct. Web cup sizes typically range from #4 (1/4 inch or 6.4 mm) to #12 (3/4 inch or 19 mm). 3/8x 32 tungsten electrode conversion chart size suffix inches millimeters 20.020.5mm. We need a lot less flow in tig welding. The cup size impacts gas coverage, heat tolerance, and the quality of the weld. Web which one works best? For tig welding, common choices include #4 (1/4″), #5 (5/16″), #6 (3/8″), #7 (1/16″) and #8 (1/2″). Web different cup sizes are often used for various metals, thicknesses, and purposes. By russ (concord, nc) how do you determine the best cup size. See the chart below for current ranges of all sizes. Tungsten diameter and cup size. Direct current straight polarity (dcsp), direct current reverse polarity (dcrp), and alternating current with or without high frequency stabilization Web tig torch cup size. 3 series (10n) torch models 17, 18, 26 thread pattern: The cup size impacts gas coverage, heat tolerance, and the quality of the weld. Browse suggested weld parameter settings for tig welding. Browse suggested weld parameter settings for tig welding. In this article, we are going to look in detail at how you can select the correct cup size for your tig welding project. I am using 3/32 tungsten and welding 1/8 steel. Direct current straight polarity (dcsp), direct current reverse polarity (dcrp), and alternating current with or without high frequency stabilization Adequate gas flow for gmaw typically ranges from 35 to 50 cubic feet per hour. See the chart below for current ranges of all sizes. Web this document outlines factors to consider when selecting proper cup size for tig welding and how to measure a cup size. I am now trying #4. Web cup sizes typically range from #4 (1/4 inch or 6.4 mm) to #12 (3/4 inch or 19 mm). Web how do i choose a cup size for tig welding? We need a lot less flow in tig welding. By russ (concord, nc) how do you determine the best cup size. Which cup works for which metal? The cup size impacts gas coverage, heat tolerance, and the quality of the weld. Web which one works best? I started with a #7 as it came with the torch.
Tig Cup Size Chart

Tig Welding Ceramic Cup Sizes Best Image Home
Tig Welding Cup Size Chart Best Picture Of Chart
Tig Welding Cup Size Chart Best Picture Of Chart
Anncus Welding Accessories TIG KIT Alumina Nozzle Cup 13N08 13N09 13N09

Tig Torch Sizes Chart

Alumina Nozzle Cups for TIG Welding Torches Series 9/20/25 with Gas Le
Tig Welding Cup Size Chart Best Picture Of Chart

Tig Cup Size Chart

Tig Cup Size Chart
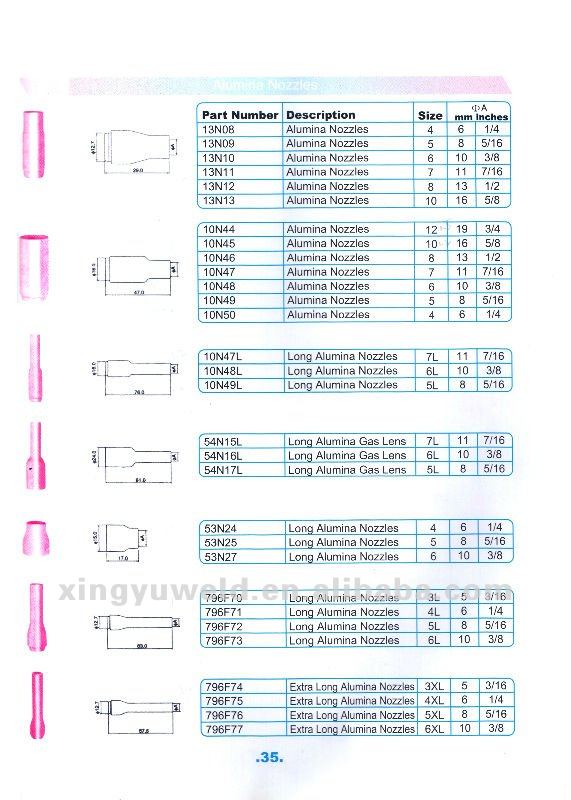
3 Series (10N) Torch Models 17, 18, 26 Thread Pattern:
Choosing The Correct Size Depends On Material Thickness, Joint Type, And Desired Weld Bead Profile.
Web Different Cup Sizes Are Often Used For Various Metals, Thicknesses, And Purposes.
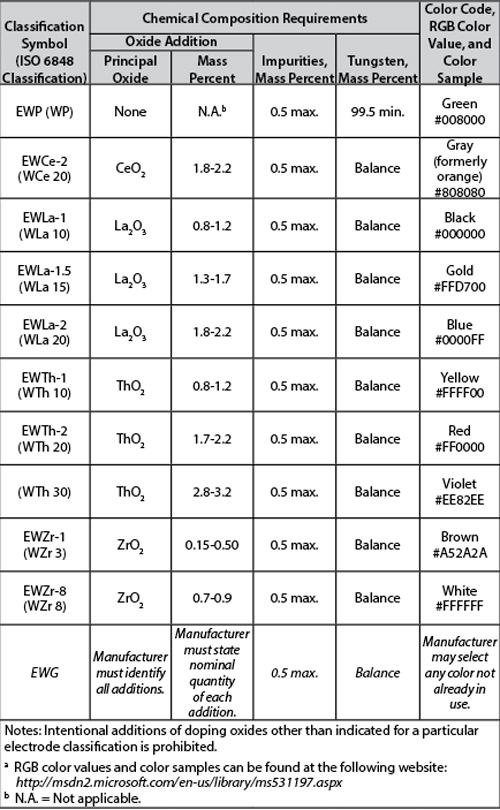
Web When Tig Welding, There Are Three Choices Of Welding Current.
Related Post: